
Índice
Os padrões de enchimento podem ser facilmente ignorados quando se está a imprimir em 3D, mas fazem uma grande diferença na sua qualidade. Pergunto-me sempre qual é o padrão de enchimento mais forte, por isso estou a escrever este post para responder a essa pergunta e partilhá-la com outros entusiastas de impressoras 3D.
Então, qual é o padrão de enchimento mais forte? Depende da aplicação da sua impressão 3D, mas, em geral, o padrão em favo de mel é o padrão de enchimento mais forte que existe. Tecnicamente falando, o padrão rectilíneo é o padrão mais forte quando a direcção da força é tida em conta, mas é fraco na direcção oposta.
Veja também: Como remover material de suporte de impressões 3D - Melhores ferramentasNão existe um padrão de enchimento único e é por isso que existem tantos padrões de enchimento, porque alguns são melhores do que outros, dependendo da funcionalidade.
Continue a ler para obter mais informações sobre a resistência do padrão de enchimento e outros factores importantes para a resistência da peça.
Se estiver interessado em ver algumas das melhores ferramentas e acessórios para as suas impressoras 3D, pode encontrá-los facilmente consultando a Amazon. Filtrei alguns dos melhores produtos que existem, por isso dê uma boa vista de olhos.
Qual é o padrão de enchimento mais forte?
Um estudo de 2016 sobre a constatou que uma combinação de um padrão rectilíneo com 100% de enchimento apresentou a maior resistência à tracção, com um valor de 36,4 Mpa.
Isto foi apenas um teste, pelo que não é aconselhável utilizar 100% de enchimento, mas mostra a eficácia real deste padrão de enchimento.
O padrão de enchimento mais forte é o Rectilíneo, mas apenas quando está alinhado com a direcção da força; tem os seus pontos fracos, por isso não se esqueça disto.
Quando falamos da direcção específica da força, o padrão de enchimento rectilíneo é muito forte na direcção da força, mas muito mais fraco contra a direcção da força.
Surpreendentemente, o padrão de preenchimento rectilíneo é muito eficiente em termos de utilização de plástico, pelo que imprime mais rapidamente do que o favo de mel (30% mais rápido) e alguns outros padrões existentes.
O melhor padrão de enchimento geral é o favo de mel, também conhecido como cúbico.
O favo de mel (cúbico) é provavelmente o padrão de enchimento para impressão 3D mais popular que existe. Muitos utilizadores de impressoras 3D recomendam-no porque tem óptimas qualidades e características. Utilizo-o em muitas das minhas impressões e não tenho quaisquer problemas com ele.
O favo de mel tem menos força na direcção da força, mas tem uma quantidade igual de força em todas as direcções, o que o torna tecnicamente mais forte em geral, porque se pode argumentar que só é tão forte como o seu elo mais fraco.
Até mesmo os painéis em sanduíche compostos de grau aeroespacial incluem o padrão de favo de mel nas suas peças, para que saiba que mereceu as suas faixas.
Não se esqueça de que a indústria aeroespacial utiliza este padrão de enchimento principalmente devido ao processo de fabrico e não à resistência. É o enchimento mais forte que podem utilizar tendo em conta os seus recursos, caso contrário podem utilizar um padrão Gyroid ou Cúbico.
Para certos materiais, pode ser bastante difícil utilizar alguns padrões de enchimento, pelo que se aproveita ao máximo o que se pode fazer.
Veja também: Revisão do Simple QIDI Tech X-Plus - Vale a pena comprar ou não?O favo de mel utiliza de facto muito movimento, o que significa que a impressão é mais lenta.
Qual é o seu padrão de enchimento favorito? from 3Dprinting
Um utilizador efectuou testes para verificar a influência dos padrões de enchimento no desempenho mecânico e concluiu que os melhores padrões a utilizar são os lineares ou os diagonais (lineares com uma inclinação de 45°).
Ao utilizar percentagens de enchimento mais baixas, não houve grande diferença entre os padrões linear, diagonal ou mesmo hexagonal (favo de mel) e, uma vez que o favo de mel é mais lento, não é boa ideia utilizá-lo com densidades de enchimento baixas.
Com percentagens de enchimento mais elevadas, o hexagonal apresentou uma resistência mecânica semelhante à do linear, enquanto o diagonal apresentou efectivamente mais 10% de resistência do que o linear.
Lista dos padrões de enchimento mais fortes
Temos padrões de preenchimento que são conhecidos como 2D ou 3D.
Muitas pessoas utilizarão preenchimentos 2D para a impressão média, alguns podem ser preenchimentos rápidos que são utilizados para modelos mais fracos, mas continua a haver preenchimentos 2D fortes.
Também tem os enchimentos 3D normais que são utilizados para tornar as suas impressões 3D não só mais fortes, mas também mais fortes em todas as direcções de força.
Estes demoram mais tempo a imprimir, mas fazem uma grande diferença na resistência mecânica dos modelos impressos em 3D, o que é óptimo para impressões funcionais.
É bom ter em mente que existem muitos slicers diferentes, mas quer esteja a usar Cura, Simplify3D, Slic3r, Makerbot ou Prusa, haverá versões destes padrões de enchimento fortes, bem como alguns padrões personalizados.
Os padrões de preenchimento mais fortes são:
- Grelha - preenchimento 2D
- Triângulos - preenchimento 2D
- Tri-Hexágono - enchimento 2D
- Cúbico - enchimento 3D
- Cubic (subdivisão) - preenchimento 3D e utiliza menos material do que Cubic
- Octeto - preenchimento 3D
- Quarter Cubic - preenchimento 3D
- Gyroid - Aumento da força com menos peso
O gyroid e o rectilíneo são duas outras excelentes opções, conhecidas pela sua elevada resistência. O gyroid pode ter problemas de impressão quando a densidade de enchimento é baixa, pelo que será necessário um pouco de tentativa e erro para acertar.
A subdivisão cúbica é um tipo muito resistente e rápido de imprimir, com uma resistência espantosa em 3 dimensões e percursos de impressão longos e rectos, o que lhe permite obter camadas de enchimento mais rápidas.
A Ultimaker tem uma publicação muito informativa sobre definições de enchimento que fornece detalhes sobre densidade, padrões, espessura da camada e muitos outros tópicos de enchimento mais complexos.Qual é a percentagem de enchimento mais forte
Outro factor importante para a resistência da peça é a percentagem de enchimento, que confere às peças uma maior integridade estrutural.
Se pensarmos bem, geralmente quanto mais plástico houver no meio de uma peça, mais resistente ela será, porque a força terá de atravessar mais massa.
A resposta óbvia aqui é que 100% de enchimento será a percentagem de enchimento mais forte, mas há mais do que isso: temos de equilibrar o tempo e o material de impressão com a resistência da peça.
A densidade média de preenchimento que os utilizadores de impressoras 3D aplicam é de 20%, sendo também a predefinição em muitos programas de corte.
É uma densidade de enchimento óptima para peças feitas para ter um aspecto e que não suportam carga, mas para peças funcionais que precisam de resistência, podemos definitivamente ir mais longe.
É bom saber que, quando se chega a uma percentagem de filamento muito elevada, como 50%, há uma grande diminuição do rendimento em termos de reforço das peças.
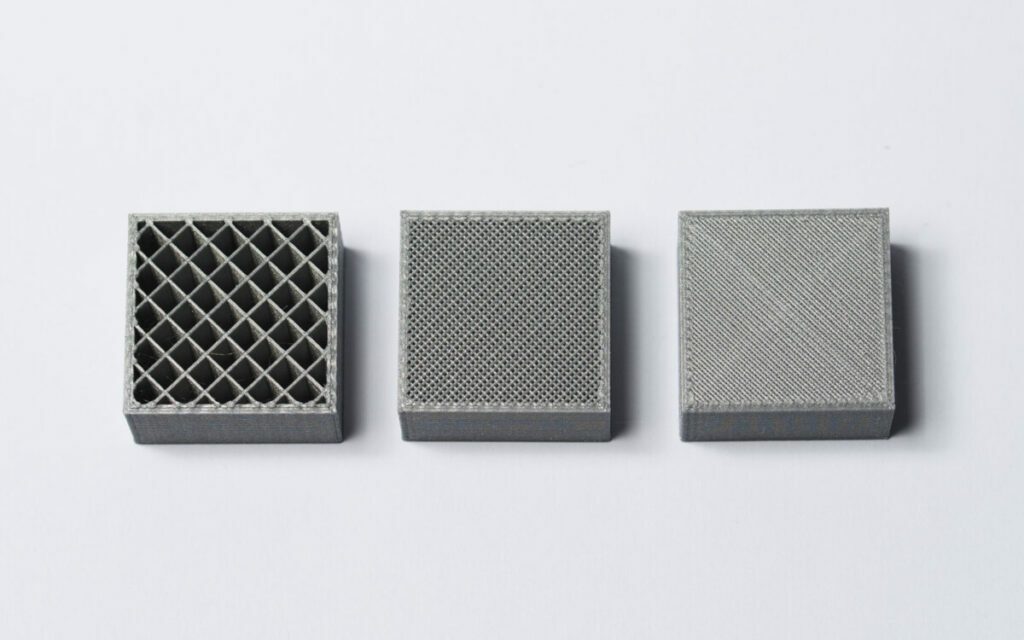 Percentagem de enchimento entre 20% (esquerda), 50% (centro) e 75% (direita) Fonte: Hubs.com
Percentagem de enchimento entre 20% (esquerda), 50% (centro) e 75% (direita) Fonte: Hubs.com Os filamentos que ultrapassam os 75% são geralmente desnecessários, por isso tenha isto em mente antes de desperdiçar o seu filamento. Também tornam as suas peças mais pesadas, o que pode aumentar ainda mais a probabilidade de se partirem devido à física e à força, porque Massa x Aceleração = Força Líquida.
Qual é o padrão de enchimento mais rápido?
O padrão de enchimento mais rápido tem de ser o padrão de linhas que poderá ter visto em vídeos e fotografias.
Este é provavelmente o padrão de enchimento mais popular e é o padrão em muitos softwares de fatiamento que existem. Tem uma quantidade decente de força e usa uma quantidade baixa de filamento, tornando-o o padrão de enchimento mais rápido que existe, além de não ter nenhum padrão.
Que outros factores tornam as impressões 3D resistentes?
Embora tenha vindo aqui à procura de padrões de enchimento para obter resistência, a espessura da parede ou o número de paredes tem um impacto maior na resistência da peça e existem muitos outros factores. Um excelente recurso para impressões 3D resistentes é esta publicação no GitHub.
Na verdade, existe um produto muito interessante que pode tornar as suas peças impressas em 3D mais resistentes e que é implementado por alguns utilizadores de impressoras 3D. Chama-se Smooth-On XTC-3D High Performance Coating.
Foi concebido para dar às impressões 3D um acabamento suave, mas também tem o efeito de tornar as peças 3D ligeiramente mais fortes, uma vez que adiciona uma camada à volta do exterior.
Qualidade do filamento
Nem todos os filamentos são feitos da mesma forma, por isso certifique-se de que obtém filamentos de uma marca respeitável e de confiança para obter a melhor qualidade possível. Recentemente, fiz um post sobre Quanto tempo duram as peças impressas em 3D, que contém informações sobre este assunto, por isso pode consultá-lo.
Mistura de filamentos/Compósitos
Em vez de utilizar o PLA habitual, pode optar por PLA plus ou PLA misturado com outros materiais, como madeira, fibra de carbono, cobre e muito mais.
Eu tenho um Ultimate Filament Guide que detalha muitos dos diferentes materiais de filamento existentes.
Orientação da impressão
Este é um método simples, mas negligenciado, que pode reforçar as suas impressões. Os pontos fracos das suas impressões serão sempre as linhas das camadas.
A informação resultante desta pequena experiência deve permitir-lhe compreender melhor como posicionar as suas peças para impressão. Pode ser tão fácil como rodar a sua peça 45 graus para mais do que duplicar a força da sua impressão.
Ou, se não se importar com a utilização de material em excesso e com os longos tempos de impressão, não pode errar com a configuração de densidade de impressão "sólida".
Existe um termo especial chamado anisotrópico que significa que um objecto tem a maior parte da sua força na direcção XY e não na direcção Z. Em alguns casos, a tensão no eixo Z pode ser 4-5 vezes mais fraca do que a tensão no eixo XY.
As peças 1 e 3 eram as mais fracas porque a direcção do padrão do enchimento era paralela às bordas do objecto, o que significava que a principal resistência da peça provinha da fraca força de ligação do PLA, que em peças pequenas será muito reduzida.
A simples rotação da peça a 45 graus tem a capacidade de dar às peças impressas o dobro da resistência.
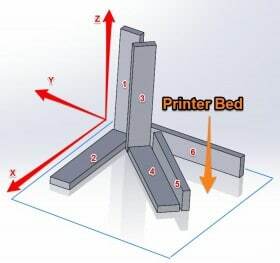 Fonte: Sparxeng.com
Fonte: Sparxeng.com Número de conchas/perímetros
As conchas são definidas como todas as partes exteriores ou próximas do exterior do modelo que são contornos ou perímetros exteriores de cada camada. Em termos simples, são o número de camadas no exterior de uma impressão.
As conchas têm um impacto enorme na resistência da peça, onde a adição de apenas uma concha extra poderia tecnicamente dar a mesma resistência à peça que um enchimento extra de 15% numa peça impressa em 3D.
Ao imprimir, as conchas são as partes que são impressas em primeiro lugar para cada camada. Não se esqueça de que, ao fazer isto, o tempo de impressão aumentará, naturalmente, pelo que há uma compensação.
Espessura da casca
Para além de adicionar cascas às suas impressões, pode aumentar a espessura da casca para aumentar a resistência da peça.
Isto é feito muitas vezes quando as peças precisam de ser lixadas ou pós-processadas porque desgasta a peça. Ter mais espessura de casca permite-lhe lixar a peça e ter o aspecto original do seu modelo.
A espessura da casca é normalmente avaliada num múltiplo do diâmetro do bocal, principalmente para evitar imperfeições de impressão.
O número de paredes e a espessura das paredes também entram em jogo, mas já fazem tecnicamente parte do invólucro e são as partes verticais do mesmo.
Sobre-extrusão
Cerca de 10-20% de sobre-extrusão nas suas definições darão às suas peças mais força, mas verá uma redução na estética e na precisão. Pode ser necessário alguma tentativa e erro para encontrar uma taxa de fluxo que o satisfaça, por isso use-a em seu benefício.
Camadas mais pequenas
O My3DMatter descobriu que uma menor altura da camada enfraquece um objecto impresso em 3D, embora isto não seja conclusivo e tenha provavelmente muitas variáveis que afectam esta afirmação.
No entanto, a contrapartida é que passar de um bocal de 0,4 mm para um bocal de 0,2 mm duplicará o tempo de impressão, o que a maioria das pessoas evitaria.
Para uma peça impressa em 3D verdadeiramente forte, deve ter um bom padrão e percentagem de enchimento, adicionar camadas sólidas para estabilizar a estrutura de enchimento, adicionar mais perímetros às camadas superior e inferior, bem como ao exterior (cascas).
Se juntarmos todos estes factores, teremos uma peça extremamente durável e resistente.
Se gosta de impressões 3D de grande qualidade, vai adorar o kit de ferramentas para impressoras 3D AMX3d Pro Grade da Amazon. É um conjunto básico de ferramentas de impressão 3D que lhe dá tudo o que precisa para remover, limpar e carimbar; termine as suas impressões 3D.
Dá-lhe a capacidade de:
- Limpe facilmente as suas impressões 3D - kit de 25 peças com 13 lâminas de faca e 3 cabos, pinças longas, alicates de bico fino e cola em bastão.
- Remova simplesmente as impressões 3D - deixe de danificar as suas impressões 3D utilizando uma das 3 ferramentas de remoção especializadas
- Dê um acabamento perfeito às suas impressões 3D - a combinação de 3 peças, 6 ferramentas de precisão, raspador, picador e lâmina de faca permite entrar em pequenas fendas para obter um óptimo acabamento
- Torne-se um profissional da impressão 3D!