
Sadržaj
Uzorci ispune mogu se lako previdjeti kada ispisujete 3D, ali oni čine veliku razliku u vašem kvalitetu. Uvijek se pitam koji je uzorak ispune najjači pa pišem ovaj post da odgovorim na njega i podijelim ga s drugim hobistima 3D štampača.
Dakle, koji uzorak ispune je najjači? Zavisi od primjene vašeg 3D printa, ali općenito, uzorak saća je najjači svestrani uzorak ispune koji postoji. Tehnički gledano, pravolinijski uzorak je najjači uzorak kada se uzme u obzir smjer sile, ali slab u suprotnom smjeru.
Ne postoji obrazac koji odgovara svim veličinama, zbog čega postoji postoji toliko mnogo obrazaca ispune jer su neki bolji od drugih u zavisnosti od funkcionalnosti.
Nastavite čitati da biste dobili više informacija o snazi uzorka ispune i drugim važnim faktorima za snagu dijela.
Ako ste zainteresirani da vidite neke od najboljih alata i dodataka za vaše 3D štampače, možete ih lako pronaći tako što ćete provjeriti na Amazonu. Odabrao sam neke od najboljih proizvoda na tržištu, pa dobro pogledajte.
Koji je najjači uzorak ispune?
Studija iz 2016. o pronađenim da je kombinacija pravolinijskog uzorka sa 100% ispune pokazala najveću vlačnu čvrstoću pri vrijednosti od 36,4 Mpa.
Ovo je bilo samo za test da ne bisteprofesionalac za 3D printanje! želite koristiti 100% ispune, ali to pokazuje stvarnu učinkovitost ovog obrasca ispune.
Najjači obrazac ispune je pravolinijski, ali samo kada je poravnat sa smjerom sile, ima svoje slabosti pa imajte ovo na umu .
Kada govorimo o specifičnom smjeru sile, pravolinijski obrazac ispune je vrlo jak u smjeru sile, ali mnogo slabiji u odnosu na smjer sile.
Dosta iznenađujuće, pravolinijski Uzorak ispune je vrlo efikasan u smislu upotrebe plastike pa se ispisuje brže od saća (30% brže) i nekoliko drugih uzoraka.
Najbolji svestrani uzorak ispune mora biti saće, inače poznato kao kubično.
Saće (kubično) je vjerovatno najpopularniji uzorak ispune za 3D štampanje. Mnogi korisnici 3D štampača će ga preporučiti jer ima tako odlične kvalitete i karakteristike. Koristim ga za dosta svojih otisaka i nemam nikakvih problema s njim.
Saće ima manju snagu u smjeru sile, ali ima jednaku snagu u svim smjerovima što ga čini tehnički jačim sve u svemu, jer možete tvrditi da ste jaki samo onoliko koliko je jaka vaša najslabija karika.
Ne samo da uzorak ispune u obliku saća izgleda estetski ugodno, već se široko koristi u mnogim aplikacijama za snagu. Čak i kompozitni sendvič paneli za vazduhoplovstvo imaju saćasti uzorak u svojim delovimatako da znate da je zaslužio svoje pruge.
Imajte na umu da zrakoplovna industrija koristi ovaj obrazac ispune uglavnom zbog procesa proizvodnje, a ne zbog snage. To je najjača ispuna koju mogu koristiti s obzirom na svoje resurse, u suprotnom mogu koristiti Gyroid ili Cubic uzorak.
Za određene materijale može biti prilično teško koristiti neke obrasce ispune tako da izvuku najbolje od onoga što mogu učiniti .
Saće koristi puno kretanja, što znači da se štampa sporije.
Koji je vaš omiljeni uzorak ispune? od 3D printing
Testove je izvršio korisnik kako bi vidio utjecaj uzoraka ispune na mehaničke performanse i otkrili su da su najbolji uzorci za korištenje ili linearni ili dijagonalni (linearni nagnuti za 45°).
Kada se koristi niži postotak ispune, nije bilo velike razlike između linearnih, dijagonalnih ili čak heksagonalnih (saće) uzoraka i budući da je saće sporije, nije dobra ideja koristiti ga pri niskoj gustoći ispune.
Pri višim procentima ispune, heksagonalni je pokazao sličnu mehaničku čvrstoću kao i linearni, dok je dijagonalni zapravo pokazao 10% veću čvrstoću od linearnog.
Lista najjačih obrazaca ispune
Imamo obrasce ispune koji su poznati kao bilo 2D ili 3D.
Mnogi ljudi će koristiti 2D ispune za prosječnu štampu, neke mogu biti brze ispune koje se koriste za slabije modele, ali još uvijek imate jake 2D ispunetamo.
Imate i svoje standardne 3D ispune koje se koriste da vaše 3D otiske budu ne samo jači, već i jači u svim smjerovima sile.
Ovim će trebati više vremena za štampanje, ali napraviti veliku razliku u mehaničkoj snazi 3D printanih modela, odlično za funkcionalne ispise.
Dobro je imati na umu da postoji mnogo različitih sekača, ali bez obzira da li koristite Cura, Simplify3D, Slic3r, Makerbot ili Prusa postojaće verzije ovih jakih obrazaca ispune, kao i neki prilagođeni obrasci.
Najjači obrasci ispune su:
- Mreža – 2D ispuna
- Trokuti – 2D ispuna
- Tri-šestougao – 2D ispuna
- Kubična – 3D ispuna
- Kubična (podpodjela) – 3D ispuna i koristi manje materijala od Cubic
- Octet – 3D ispuna
- Quarter Cubic – 3D ispuna
- Gyroid – Povećana snaga pri manjoj težini
Gyroid i pravolinijski su još dva odlična izbora koja su poznata po ima visoku čvrstoću. Gyroid može imati problema sa štampanjem kada je gustina ispune niska, tako da će biti potrebno nekoliko pokušaja i grešaka da se stvari isprave.
Kubična podela je tip koji je veoma jak i brz za štampanje. Ima nevjerovatnu snagu u 3 dimenzije i duge ravne staze za štampanje koje mu daju brže slojeve ispune.
Ultimaker ima vrlo informativan post o postavkama ispune koji daje detalje o gustoći, uzorcima, debljini sloja i mnogim drugimsloženije teme popunjavanja.Koji je najjači postotak ispune
Još jedan važan faktor za čvrstoću dijela je postotak ispune koji dijelovima daje veći strukturalni integritet.
Ako razmislite o tome, općenito više plastike u sredini jednog dijela, to će biti jače jer će sila morati probiti veću masu.
Ovdje je očigledan odgovor da će 100% ispunjenost biti najjači postotak ispunjenosti, ali ima još toga. Moramo da uskladimo vreme štampanja i materijala sa čvrstoćom delova.
Prosečna gustina ispune koju korisnici 3D štampača primenjuju je 20%, takođe je podrazumevana u mnogim programima za sečenje.
To je odlično gustoću ispune za dijelove napravljene za izgled i koji nisu nosivi, ali za funkcionalne dijelove kojima je potrebna čvrstoća, definitivno možemo ići više.
Dobro je znati da kada dođete do vrlo visokog postotka filamenta kao što je 50 %, ima velike opadajuće povrate na to koliko više ojačava vaše dijelove.
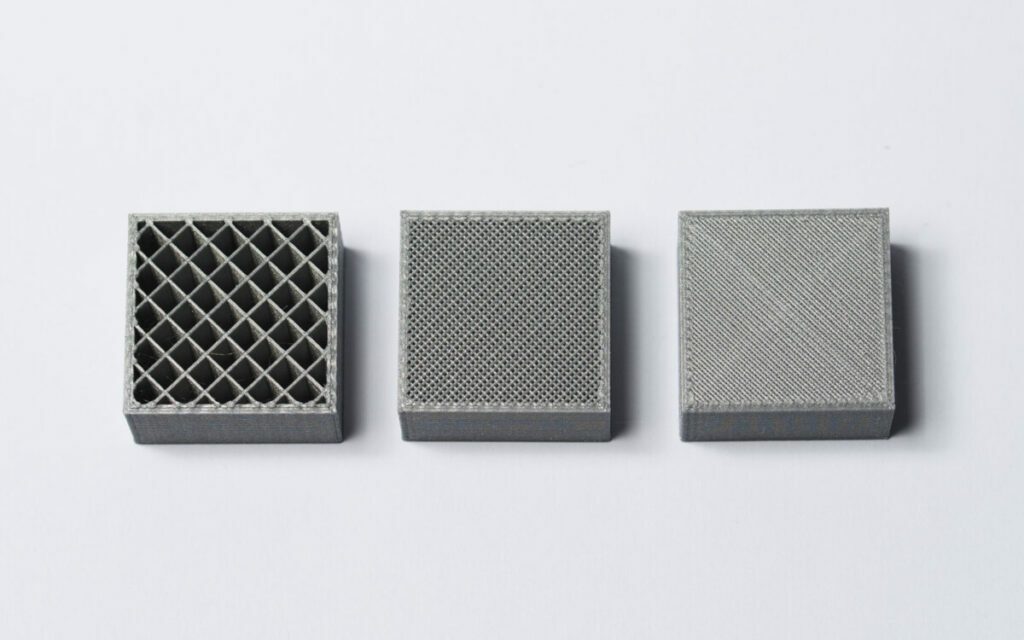 Postotak punjenja u rasponu od 20% (lijevo), 50% (u sredini) i 75% (desno) Izvor: Hubs.com
Postotak punjenja u rasponu od 20% (lijevo), 50% (u sredini) i 75% (desno) Izvor: Hubs.comPreći preko 75% uglavnom je nepotrebno pa imajte to na umu prije nego što potrošite filament. Oni također otežavaju vaše dijelove što bi moglo povećati vjerovatnoću da će se slomiti zbog fizike i sile jer masa x ubrzanje = neto sila.
Koji je najbrži obrazac punjenja?
Najbrže punjenje uzorak moraju biti linijeuzorak koji ste možda vidjeli u video zapisima i slikama.
Vidi_takođe: Kako riješiti probleme s 3D ispisom splava – najbolje postavke splavaOvo je vjerovatno najpopularniji obrazac ispune i zadana je vrijednost u mnogim softverima za sečenje. Ima pristojnu količinu čvrstoće i koristi malu količinu filamenta, što ga čini najbržim uzorkom punjenja na tržištu, osim što uopće nema uzorka.
Koji drugi faktori čine 3D otiske jakima?
Iako ste došli ovdje tražeći obrasce ispune za čvrstoću, debljina stijenke ili broj zidova ima veći utjecaj na čvrstoću dijela i postoji mnogo drugih faktora. Odličan resurs za jake 3D ispise je ovaj GitHub post.
Postoji zapravo prilično kul proizvod koji može učiniti vaše 3D štampane dijelove jačima, a koji implementiraju neki korisnici 3D štampača. Zove se Smooth-On XTC-3D High Performance Coating.
Napravljen je tako da 3D otisci imaju glatku završnu obradu, ali također ima učinak da 3D dijelove čini malo jačima, jer dodaje sloj sa vanjske strane .
Kvalitet filamenta
Nisu svi filamenti napravljeni isti pa se pobrinite da nabavite filamente od renomiranog, pouzdanog brenda za najbolji kvalitet. Nedavno sam napravio post o tome Koliko dugo traju 3D štampani dijelovi koji sadrži informacije o ovome pa ih slobodno možete provjeriti.
Mješavina/kompoziti filamenta
Mnogo filamenata je razvijeno da se napravi jači što možete iskoristiti. Umjesto da koristite uobičajeni PLA, možeteodlučite se za PLA plus ili PLA koji je pomiješan s drugim materijalima kao što su drvo, karbonska vlakna, bakar i još mnogo toga.
Imam Ultimate Filament Guide koji detaljno opisuje mnoge različite materijale filamenata.
Orijentacija ispisa
Ovo je jednostavna, ali zanemarena metoda koja može ojačati vaše otiske. Slabe tačke vaših otisaka uvijek će biti linije slojeva.
Informacije iz ovog malog eksperimenta trebale bi vam dati bolje razumijevanje o tome kako pozicionirati svoje dijelove za štampanje. Može biti jednostavno kao da rotirate svoj dio za 45 stupnjeva kako biste više nego udvostručili snagu otiska.
Ili, ako vam ne smeta upotreba viška materijala i dugo vremena ispisa, ne možete pogriješiti sa “čvrstom” konfiguracijom gustine ispisa.
Postoji poseban termin koji se zove anizotropni, što znači da objekt ima većinu svoje snage u smjeru XY, a ne u smjeru Z. U nekim slučajevima napetost osi Z može biti 4-5 puta slabija od napetosti ose XY.
Dijelovi 1 i 3 su bili najslabiji jer je smjer šare ispune bio paralelan s rubovima objekta. To je značilo da je glavna snaga koju je dio imao bila od slabe čvrstoće vezivanja PLA, koja će u malim dijelovima biti vrlo mala.
Jednostavno rotiranje vašeg dijela za 45 stepeni ima mogućnost da vašim odštampanim dijelovima da duplo veću količinu snaga.
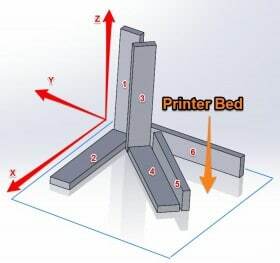 Izvor: Sparxeng.com
Izvor: Sparxeng.comBrŠkoljke/perimetri
Omoti se definiraju kao svi vanjski dijelovi ili blizu vanjske strane modela koji su obrisi ili vanjski perimetri svakog sloja. Jednostavnije rečeno, to je broj slojeva na vanjskoj strani otiska.
Ljuske imaju ogroman utjecaj na čvrstoću dijela, pri čemu dodavanje samo jedne dodatne ljuske može tehnički dati istu snagu dijela kao dodatnih 15% ispuna na 3D štampanom dijelu.
Prilikom štampanja, školjke su dijelovi koji se prvi odštampaju za svaki sloj. Imajte na umu da će ovo, naravno, povećati vaše vrijeme ispisa tako da postoji kompromis.
Vidi_takođe: 7 najboljih 3D štampača za štampanje polikarbonata & Ugljična vlakna uspješnoDebljina školjke
Osim što dodate školjke vašim otiscima, možete povećati debljina ljuske radi povećanja čvrstoće dijela.
Ovo se često radi kada dijelove treba brusiti ili naknadno obraditi jer to istroši dio. Veća debljina ljuske omogućava vam da izbrusite dio i imate originalni izgled vašeg modela.
Debljina školjke se obično procjenjuje na višestruki promjer vašeg mlaznice uglavnom kako bi se izbjegle nepravilnosti u otisku.
Broj zidova i debljina stijenke također dolaze u obzir, ali već tehnički dio ljuske i njen su vertikalni dijelovi.
Preko ekstrudiranja
Oko 10-20% prekomjernog istiskivanja u vašem postavke će vašim dijelovima dati veću snagu, ali ćete vidjeti smanjenje estetike i preciznosti. Možda će biti potrebno nekoliko pokušaja i grešaka da se pronađe abrzina protoka kojom ste zadovoljni, pa je iskoristite u svoju korist.
Manji slojevi
My3DMatter je otkrio da niža visina sloja slabi 3D štampani objekat, iako to nije konačan i vjerovatno ima mnogo varijable koje utječu na ovu tvrdnju.
Ovdje je kompromis, međutim, taj da će prijelaz sa mlaznice od 0,4 mm na mlaznicu od 0,2 mm udvostručiti vaše vrijeme štampe čega bi se većina ljudi klonila.
Za zaista jak 3D odštampan dio trebali biste imati dobar uzorak ispune i postotak, dodajte čvrste slojeve da stabilizirate strukturu ispune, dodajte više perimetara na gornji i donji sloj, kao i na vanjski dio (ljuske).
Kada spojite sve ove faktore zajedno, imat ćete izuzetno izdržljiv i jak dio.
Ako volite 3D otiske odličnog kvaliteta, svidjet će vam se Amazonov komplet alata za 3D štampač AMX3d Pro Grade. To je osnovni set alata za 3D štampanje koji vam daje sve što vam je potrebno da uklonite, očistite & završite svoje 3D otiske.
Pruža vam mogućnost:
- Lako očistite svoje 3D otiske – komplet od 25 dijelova sa 13 oštrica noža i 3 ručke, dugačke pincete, nos igle kliješta i ljepilo.
- Jednostavno uklonite 3D otiske – prestanite oštećivati svoje 3D otiske pomoću jednog od 3 specijalizirana alata za uklanjanje
- Savršeno završite svoje 3D otiske – 3-dijelni, 6- Precizni alat strugač/pik/nož, kombinacija oštrice može ući u male pukotine kako bi se postigao odličan završetak
- Postani